Ultrasonic compaction
So you want to make a splice in a trice?
And you don’t want to meet any resistance!?
With ultrasonic compaction, we can guarantee you a homogeneous, metal-only splice with the smallest possible specific electrical resistance.
Please read on for full details of the many other benefits of our ultrasonic compaction.
Ultrasonic compaction is a special form of cold pressure welding as defined by DIN 8593-6, DIN 1910-11 and DIN 1910-100. It is therefore classified as “solid state welding” between cold pressure welding and friction welding.
Technology
- Ultrasonic welding is a technique for joining thermoplastics and metallic materials.
- The underlying technical principle is the bonding technology that has been deployed for many years in the semiconductor industry.
- The necessary heat energy is achieved by high-frequency mechanical oscillation, as generated between the components by molecular and interface friction. Accordingly, ultrasonic welding/compaction belongs to the friction welding class of processes.
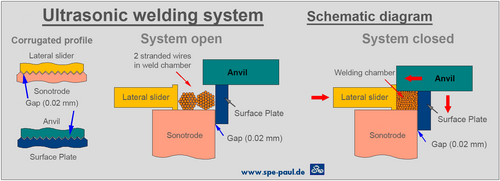
- A generator is used to produce a high-frequency alternating current: this is fed to an ultrasonic transducer, which converts this into mechanical energy at an ultrasonic frequency. These oscillations are transferred to the sonotrode (operating on the “tuning fork” principle), which uses these and the contact pressure to compact the stranded wires.
Schematic diagram
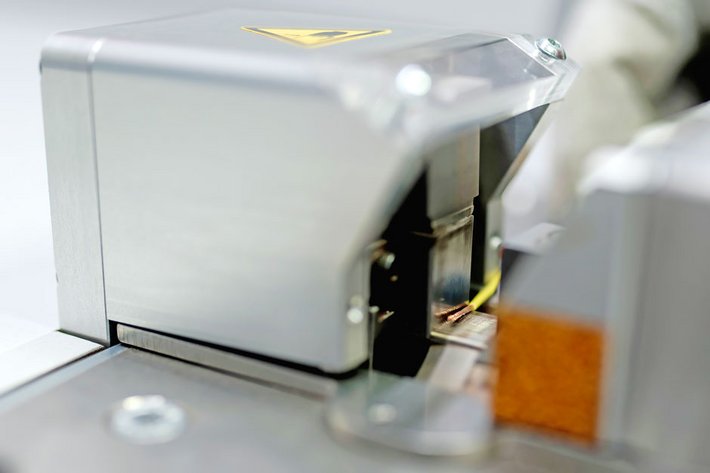
Ultrasonic welding machine
Schunk MINIC-IV
The MINIC-IV has been specially developed for welding wires with small cross-sections. The maximum splice cross-section for this system is 15 mm².

Your advantages
- Since no foreign materials are used, you obtain a homogeneous, metal-only splice with the smallest possible specific electrical resistance.
- No wire end ferrules or crimp contacts
- No specialised pressing/crimping tools (one-time costs)
- No need to prepare microsections or conduct pull-off tests
- Miniaturisation of terminals, since the diameter is smaller with the same cable cross-section
- New splicing technologies in combination with hot-melt encapsulation (Y-pieces, junctions)
- Fewer bought-in parts
- Large cross-sectional area with one sonotrode
- Splicing of different materials, e.g. copper and aluminium